Building
A
Chrysler Firepower Hemi
'354'
Chrysler Hemi Build
(First Generation Hemi)
Step I
** After buying 3 Hemis you may have enough parts to build a NE 56 354' CU
IN Hemi **
Step II
Contact Bob Walker at Hot Heads Research for
technical assistance and top quality parts.
http://www.hothemiheads.com/
and
Find a top quality High Performance Machine Shop
Remember -- You get what you pay for...
I used my race engine machinist from my old Super Gas Days in the late 70s.
Eddie Browder of Ed's Machine and Performance , Abilene,
Texas
http://www.edsmachine.com
Step III
Get you
prep work done and then deliver engine to machine shop.
 |
 |
Get what
you need to do - done - before taking it all to the machine shop. Such as:
I Polished the Rod Beams, Ed and Oscar will install 440 ARP rod bolts, shot
ping, resize
the big ends and install new bushings in the small ends of the rods. A smooth
surface is stronger
than a rough surface.
Step
IV
Parts All Ordered
and
Engine Back From Machine Shop
 |
 |
Engine and Rods are now back from
the machine shop, with the rods shot pinged and rebuilt with new rod
bolts. Ross Pistons were special ordered through Bob Walker. Bob took the
block's deck height to center
of crankshaft, and cylinder heads cc and deigned a set of Ross Forged pistons
for 10.3 to 1 compression.
The max compression you can run with pump gas and the old iron heads. We built
a set of "555" heads for
this Hemi. See more on heads later. Inkenderian Cam 480 lift cam on 108 center
lobe which dialed in at
107 center lobe on o keyway. (Solid lifters with adjustable push rods.) Engine
assembly is Balanced
 Chrysler 1956 - 354' New Yorker Hemi AKA --- "NE 56" |
 |
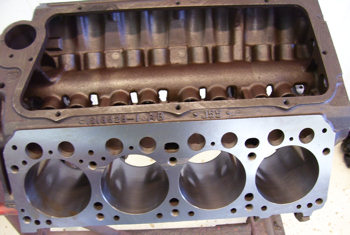
The Mains were true so this block did not have to be line bored. The crank
turned over really nice
once installed with a "Best Gasket" neoprene rear main seal. Main
Stud Kit was used instead of
stock main bolts.
 |
 |
Block Decked and bored on a CNC mill. Two Torque plates, one for each side,
were torqued onto the block before
the cylinders were power honed for 4" Seal Power moly rings. The pistons
were designed and the block bored
to 4 inches so the pistons could be designed with stock sized 350 Chevrolet
piston ring grooves. Reason is that
only cast and chrome rings are available for the .060 over 354 bore. The 4"
bore is only a few thousands larger.
and the selection of piston rings is unlimited. Five thousand clearance between
the pistons and cylinder walls.
Deck height .014.
Step V
Select Your Engine Builder
 Paul says, "I may be left handed, but I'm gooood at what I do and I Love Hemi s ". (First Three Days of build.) |
 |
|
|
 |

 See Movie at bottome of page. |
 |
Well...... If you
are a grandfather, we all know who is going to be the engine builder.
Paul's first Engine Build and it's a First Generation Hemi!!!!!!
How many people can claim those bragging rights... At the age of 9...
Step VI
Heads and Rocker
Arm Assembly

Head Machined with angle Competition
Valve Job by:
Oscar
at Edsmachine.com
 |
 Heads are the preferred"555" or "Triple Nickel Heads" 3x5 # |
 Intake Valve and Spring with seal. Stainless swirl polished valves. |
 Exhaust Valve and Spring without Seal |

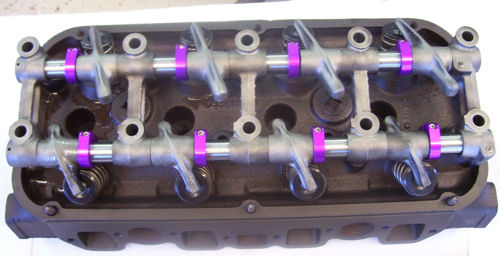
I decided we would do the Rocker Arm Assemblies, outselves. Paul beaded the
rockers and posts. I polished the shafts on the Lath and honed the insides of the
rockers. I assembled one Rocker arm set, to teach Paul, and then grandson
Paul assembled the other rocker arm set. (See Movie at bottom of page)

Purple collars to eliminate the stock spring assemblies were ordered from Hot Heads.
Movies of the Hemi Build
 |
|
 |
|
 |
|
 |
|
 |
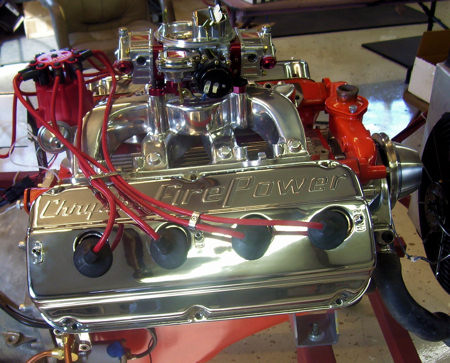
Coming Together - The Eye Candy
 Hot Head's Intake, Timing Cover, Balancer, Pulleys, Valley Cover and Alternator Bracket. I ordered the Valley Cover already polished but I polished the Intake, and Timing Cover. Be sure you really want to do your own polishing work before you start. I had three full days in the Intake alone and almost a full day in the timing cover. Counting supplies, ordering them all already polished would have been cheaper, I think. A short Big Block Chevy Water Pump is ordered. I will have to polish it myself as well. |
 |
 |
|
|
|
MSD "Ready to Run" ignition, Taylor Plug Wire, 426 Spark Plug Boots, and 680 Quick Fuel Carb set up by RPM Performance. '57 392 water cross over with brackets ground off and smoothed up. AND A WHOLE LOT OF ELBOW GREASE... |
Click
Here to See Page 1
53 Plymouth Gasser Body Work Update